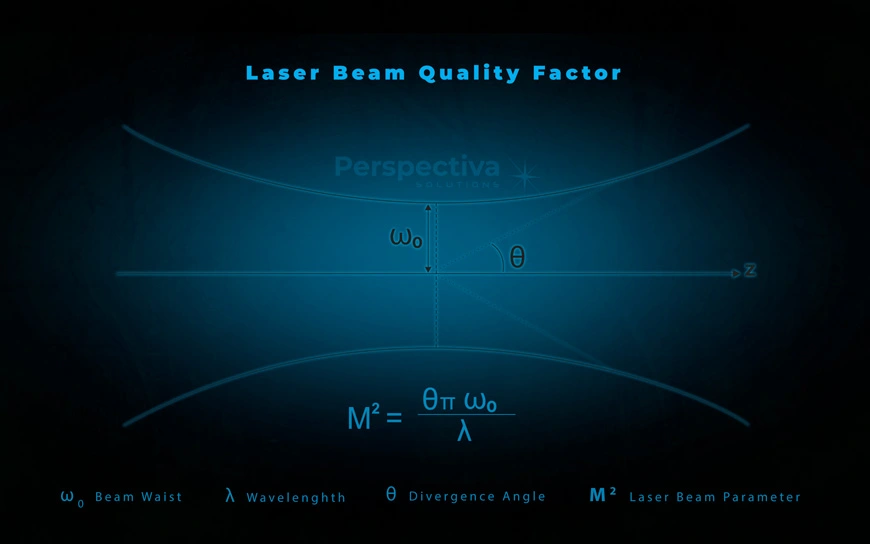
レーザービームプロファイラ レーザービーム品質評価 レーザービーム品質評価とは、特定の用途に対する適合性を判断するために、レーザービームの特性を測定および解析するプロセスです。このプロセスでは、出力、空間および時間コヒーレンス、ビーム幅、発散角、形状など、ビームのさまざまなパラメータを測定します。レーザービーム品質の評価は、最適な性能を確保し、所望の結果を達成し、エラーや欠陥のリスクを低減するために不可欠です。レーザービーム品質は、産業、医療、科学分野を含むさまざまな用途において、レーザーシステムの性能に大きな影響を与える重要なパラメータです。本記事では、M²測定、ビーム発散、ビーム伝搬比など、レーザービーム品質を評価するためのさまざまな方法を紹介し、それぞれのアプローチの利点と制限について説明します。また、ビームプロファイル、波長、モード構造など、レーザービーム品質に影響を与える要因と、それらがレーザー性能に与える影響についても解説します。さらに、レーザービーム品質を正確に測定するために必要な、適切なアライメントおよびキャリブレーションの重要性についても説明します。 ビーム品質を評価することで、エンジニアや研究者は特定の用途に最適なレーザーを選定し、その性能を最適化することができます。レーザーシステム設計者、エンジニア、研究者、またはユーザーのいずれであっても、レーザービーム品質の評価方法を理解することは、最適な性能を実現し、レーザー技術の可能性を最大限に引き出すために不可欠です。 本記事で学べる内容:How to assess laser beam quality?M² – definition and measurementBeam width parametersBeam Pointing in Laser Technology: Factors Affecting Accuracy and Stabilization MethodsUnderstanding Jitter in Laser Beam Pointing: Causes and ImpactsUnderstanding Coherence in Laser BeamsLaser Power: Understanding and Monitoring Laser Energy OutputLong term measurement of the laser beam parameters レーザービーム品質の評価方法 レーザービーム品質評価とは、強度分布、発散、集光性など、レーザービームの特性を特定するプロセスです。レーザービーム品質を評価するためには、以下のようなさまざまな方法や指標が用いられます。M²(ビーム品質係数):実際のビームウエストと回折限界ビームウエストの比を表す無次元パラメータです。M²の値が小さいほど、ビーム品質が高いことを示します。ビーム幅:ビームウエストや焦点スポットなど、特定の位置におけるレーザービームのサイズを示します。ビーム幅が狭いほど、ビーム品質は高くなります。参照:レーザービーム幅の評価発散角:ビームが空間を伝搬する際にどの程度広がるかを示す指標です。発散角が小さいほど、ビーム品質は高くなります。ストレール比:実際のレーザービームの強度分布と理想的な強度分布を比較するパラメータです。ストレール比が高いほど、ビーム品質は高くなります。ビームプロファイル:特定の平面におけるレーザービームの強度分布を測定するもので、ガウシアンフィットやトップハットフィットなど、さまざまな方法で表現されます。波面:レーザービームの波面が理想的な波面からどの程度ずれているかを表します。この測定には波面センサーが使用されます。これらの測定により、レーザービームの詳細な特性評価が可能となり、特定の用途に合わせたレーザー性能の最適化に活用できます。なお、レーザービーム品質測定は、レーザーの波長や種類だけでなく、ビームサイズや測定距離によっても変化する点に注意が必要です。 M² ― 定義と測定 M²(エムスクエア)は、レーザービームの品質を表す無次元パラメータです。特定の位置における実際のビームウエスト(w0)と、回折限界ビームウエスト(w0,DL)との比として定義されます。回折限界ビームウエストとは、同一波長および発散角を持つガウシアンビームを仮定した場合に、理想的な回折限界光学系で得られる最小スポットサイズを指します。M²の値が小さいほど、ビーム品質は高くなります。M²が1の場合、ビームは回折限界であり、最小の発散角と最小の集光スポットを持ちます。実際のレーザービームでは、M²は通常1.2~1.4の範囲にあります。M²が1未満になることはありません。 Laser beam quality factor M²は、特に高出力産業用レーザーやレーザー増幅器など、ビーム品質がプロセスやシステム性能に大きく影響する用途において、レーザービーム品質を定量化するために広く使用されています。M²は、ビーム軸に沿った異なる位置でビームサイズを測定し、それらの値を位置の関数としてプロットすることで求められます。その後、これらのデータにガウシアンフィットを適用し、ビームウエストおよび発散角を算出します。これらの値を、同一波長および発散角を持つ理想的なガウシアンビームと比較することで、M²が計算されます。M²を測定する一般的な方法として、ビームプロファイラの使用があります。ビームプロファイラは、ビームプロファイルの画像を取得し、その画像を解析してビーム特性を求める装置です。ここでは、Huarisレーザービームプロファイラの例をご覧いただけます。その他の方法としては、ナイフエッジ法や、遠視野測定などのビーム診断装置を用いた測定があります。なお、M²は単一値のパラメータであり、測定位置や測定条件の影響を受ける可能性があります。また、波長や発散角にも依存します。ビームの発散が大きいほど、M²の値は低くなります。 ビーム幅パラメータ ビーム幅とは、ビームウエストや焦点スポットなど、特定の位置におけるレーザービームのサイズを示す指標です。ビーム幅は、以下のような複数のパラメータで表されます。ビームウエスト(w0):ビーム軸に沿ってスポットサイズが最小となる位置です。ビーム全体の品質指標としてよく用いられ、M²パラメータの算出にも使用されます。1/e²半径:ビーム中心から、強度がピーク強度の1/e²(約13.5%)に低下する位置までの距離です。特定位置におけるビーム幅の指標として用いられ、M²の算出にも一般的に使用されます。半値全幅(FWHM):強度がピーク強度の半分となる位置でのビーム幅です。ガウシアン強度分布を持つレーザービームのビーム幅指標として一般的に使用されます。ビーム直径:特定位置におけるレーザービームの幅を示し、D4σ、D9σ、D15σなど、さまざまな定義があります。特に不規則な形状のビームの場合、統計的手法が推奨されます。最も一般的なのが、D4σ、または単に4σです。なお、レーザーの種類や用途によって、適切なビーム幅パラメータは異なります。例えば、1/e²半径はガウシアン強度分布を持つレーザービームに一般的に使用されますが、FWHMは非ガウシアン分布のレーザービームにも適しています。また、これらのパラメータを正確に測定するためには、十分にキャリブレーションされた高品質な測定システムが必要です。最も一般的なビーム幅パラメータ(FWHMおよび1/e²)の定義を、以下のグラフに示します。 ビーム幅パラメータは、レーザービームを特性評価するために最も一般的に使用される指標の一つであるため、ISO 11146規格において標準化されています。同規格では、楕円ビームの測定方法についても定義されています。Huarisソフトウェアで使用されている楕円ビーム測定手法は、この定義に基づいて直接実装されています。ビーム幅のモニタリングは、レーザーによって行われるプロセスの品質を管理する上で極めて重要です。 レーザービーム幅に関する記事 レーザー技術におけるビームポインティング:精度に影響を与える要因と安定化手法 ビームポインティングとは、レーザーがそのビームを特定の位置やターゲットに正確に向ける能力を指します。これは、レーザー材料加工においてビームを特定の位置に正確に集光する必要がある場合や、レーザー通信やLiDARにおいてビームを特定の受信機に向ける必要がある場合など、多くの用途で重要です。 Measurements of the beam pointing stability ビームポインティングに影響を与える要因には、以下のものがあります。熱的影響:レーザーの動作中に発生する熱により、内部コンポーネントが膨張または移動し、ビームのアライメントが変化する可能性があります。機械的振動:装置や環境などの外部要因による振動が、レーザー内部のコンポーネントを動かし、ビームの向きに影響を与えることがあります。光学系のずれ:ミラーやレンズなどの内部光学部品が正しくアライメントされていない場合、ビームが意図しない方向を向くことがあります。出力変動:出力の変動により、ビームが歪み、正確なポインティングができなくなることがあります。乱流:ビームが伝搬する気体の密度変化によって生じる、ビーム位置の空間的偏差です。正確なビームポインティングを維持するために、さまざまな能動的または受動的な安定化手法が用いられます。例えば、熱膨張の影響を低減するために、内部コンポーネントを能動的に冷却または温度制御する方法があります。また、機械的振動の影響を低減するために防振機構を使用することもあります。さらに、フィードバック制御機構を用いてレーザー内部の状態を監視・調整し、ビームが正しい方向を向くようにすることも可能です。加えて、ビームプロファイラや四分割検出器を用いてビームポインティングを測定することができます。これらの装置は、ビーム位置の微小な変化を検出し、その情報を基にアライメントを調整します。一般的に、プロファイラはビームポインティング安定性の測定において、より高い精度を提供します。以下のアニメーションは、Huarisローカルアプリケーションにおいてビーム位置がどのようにモニタリングされているかを示しています。 レーザービームポインティングにおけるジッターの理解:原因と影響 ジッターとは、信号やシステム性能における小さく急速な変動を指します。レーザービームポインティングの文脈では、ジッターはレーザービーム位置の小さく急速な変動を意味します。これらの変動は、機械的振動、温度変化、出力変動など、さまざまな要因によって引き起こされます。ジッターは、以下のパラメータで特性評価されます。RMSジッター:ジッターの二乗平均平方根(RMS)値で、ジッター全体の大きさを示します。ピーク・ツー・ピーク(Pk-Pk)ジッター:ジッターの最大値と最小値の差で、ジッターの振幅を示します。時間(タイミング)ジッター:時間経過に伴うビーム位置の変動を指します。本来、各パルスは一定周期で出現するはずですが、実際には早く到達したり遅れたりします。これらの到達時間のずれをタイミングジッターと呼びます。 ジッターは、特に高精度なビームポインティングやアライメントを必要とするレーザー用途において、有害となる場合があります。例えば、レーザー材料加工では、ジッターによってビームが目標位置から外れ、加工品質の低下や不完全な加工につながる可能性があります。レーザー通信やLiDARでは、ジッターが信号品質を低下させ、システムの精度を損なう原因となります。ジッターを低減するためには、システム設計において安定性と防振対策を考慮する必要があります。また、フィードバックループを用いてレーザー内部コンポーネントを調整し、リアルタイムでジッターを補正するなど、能動的または受動的な安定化手法を導入することが有効です。 レーザービームにおけるコヒーレンスの理解 コヒーレンスは、光波の異なる部分間の相関を示す、レーザービームの基本的な特性です。コヒーレンスには、時間コヒーレンスと空間コヒーレンスの2種類があります。 時間コヒーレンス:時間コヒーレンスとは、異なる時間点における光波の位相および周波数の相関を指します。レーザービームは、時間経過において位相および周波数が一定である場合、時間的にコヒーレントであると言えます。時間コヒーレンスはコヒーレンス時間によって表され、これは光波の位相および周波数が一定に保たれる時間の長さを示します。高い時間コヒーレンスは、干渉計測など、正確な測定を行うために位相および周波数の安定性が求められる用途において重要です。 空間コヒーレンス:空間コヒーレンスとは、空間内の異なる位置における光波の位相および周波数の相関を指します。レーザービームは、ビーム全体にわたって位相および周波数が一致している場合、空間的にコヒーレントであると言えます。空間コヒーレンスはコヒーレンス長によって表され、これは位相および周波数が一定に保たれる距離を示します。高い空間コヒーレンスは、レーザービームを非常に小さなスポットに集光し、その集光状態を長距離にわたって維持する必要があるレーザー材料加工などの用途で重要です。空間コヒーレンスには、解析する空間方向を強調するために、縦方向および横方向の空間コヒーレンスが区別されます。 コヒーレンス長(Lc)コヒーレンス長とは、レーザービームの空間コヒーレンスの度合いを示す指標であり、光波の位相差が1ラジアン未満である距離として定義されます。これは、光波の位相がランダムになる距離を示す指標です。干渉計測、ホログラフィ、レーザー材料加工など、多くのレーザー用途において重要なパラメータです。コヒーレンス長およびコヒーレンス時間は、レーザーのスペクトル帯域幅に反比例することに注意が必要です。帯域幅が狭いほど、コヒーレンス長およびコヒーレンス時間は長くなります。一般的に、コヒーレンスはさまざまな種類の干渉計を用いて測定されます。 レーザー出力:レーザーエネルギー出力の理解とモニタリング 出力とは、単位時間あたりに伝達されるエネルギー量を示す基本的な物理量です。レーザーにおいては、レーザーが単位時間あたりに放射できるエネルギー量を指します。レーザー出力は通常、ワット(W)、ミリワット(mW)、マイクロワット(μW)で表されます。レーザー出力は、レーザーに供給される電力およびレーザー光学系の効率によって決まります。出力は、供給電力を調整することで、または光学系の構成を調整することで制御できます。 レーザー出力は、さまざまな用途におけるレーザー性能に影響を与える重要なパラメータです。例えば、レーザー材料加工では、高出力レーザーは低出力レーザーよりも厚い材料の切断や溶接が可能です。また、レーザー通信では、高出力レーザーの方が、より長距離にわたって信号を伝送できます。また、レーザービーム内の出力分布もレーザー性能に影響を与える点に留意する必要があります。例えば、ガウシアン分布は、材料を対称的かつ均一に加熱できるため、レーザー材料加工において一般的に好まれます。一方、トップハット分布は、特定領域において均一かつ高強度を得られるため、一部の光学マイクロマシニング用途で好まれます。Huaris Cloudでは、レーザー出力の長期モニタリングが可能です。 レーザービームパラメータの長期測定 出力、ビーム幅、ポインティングなどのレーザービームパラメータを長期間にわたって測定することで、レーザーが所定の仕様内で動作していることを確認し、経時的な変化や変動を検出・補正することができます。レーザービームパラメータの長期測定には、以下の方法があります。連続モニタリング:ビームプロファイラなどのレーザービーム診断装置を用いて、リアルタイムで連続的にビームパラメータを測定します。変化が発生した時点で即座に検出でき、迅速な補正や調整が可能です。データロギング:一定間隔でビーム診断装置を用いてレーザービームパラメータを取得し、ログとして保存・解析することで、時間的な傾向や変化を特定します。参照ビームとの比較:ビームスプリッタと参照用ビームプロファイラを用いて、試験対象レーザーのビームパラメータを既知の参照ビームと比較します。環境モニタリング:温度、湿度、振動など、ビームパラメータに影響を与える環境条件を監視します。これらのデータを用いて、ビームパラメータの変動との相関を特定します。長期測定を行うには、安定性が高く、十分にキャリブレーションされたシステムが必要です。測定は、環境や外乱の影響を避けるため、制御された条件下で実施する必要があります。また、各手法は異なる情報を提供するため、複数の方法を組み合わせて使用し、結果を相互に検証することが推奨されます。 Huaris Cloudは、レーザービームパラメータの長期モニタリングを可能にする、世界初の商用システムです。データの保存、可視化、AIによる解析を行うだけでなく、監視対象パラメータの時間的トレンドを検出し、その発生をユーザーに通知することで、予防保全の実施を促します。詳細はこちらをご覧ください。 Huaris関連リンク Huarisシステムは、人工知能を活用したレーザービームプロファイリングにおける最新技術の優れた例です。当社の製品およびソフトウェアをご覧ください。 Huaris Products Huaris Software Recent posts about laser beam profiler レーザービームプロファイラ レーザービーム特性評価に最適なカメラとは ― CMOS vs CCD LEARN MORE レーザービームプロファイラ 品質保証(QA)とレーザーシステム LEARN MORE レーザービームプロファイラ レーザーの予防保全および予知保全 LEARN MORE レーザービームプロファイラ レーザービームパラメータの時間的トレンド LEARN MORE レーザービームプロファイラ 材料加工におけるレーザービームの使用 LEARN MORE レーザービームプロファイラ レーザービーム幅の評価 LEARN MORE レーザービームプロファイラ レーザービーム品質評価 LEARN MORE レーザービームプロファイラ レーザービームプロファイルとは? LEARN MORE AuthorMaciej Hawro レーザービームプロファイルとは?6 1月 2026レーザービーム幅の評価9 1月 2026