La valutazione della qualità del fascio laser è il processo di misurazione e analisi delle caratteristiche di un fascio laser per determinarne l’idoneità a una specifica applicazione. Questo processo prevede la misurazione di vari parametri del fascio, come la potenza, la coerenza spaziale e temporale, la larghezza del fascio, la divergenza e la forma. La valutazione della qualità del fascio laser è essenziale per garantire prestazioni ottimali, ottenere i risultati desiderati e ridurre il rischio di errori o difetti.
La qualità del fascio laser è un parametro critico che può influenzare in modo significativo le prestazioni dei sistemi laser in numerose applicazioni industriali, mediche e scientifiche. In questo articolo esploreremo i diversi metodi per la valutazione della qualità del fascio laser, tra cui le misure M², la divergenza del fascio e il rapporto di propagazione del fascio, spiegando i vantaggi e i limiti di ciascun approccio. Discuteremo inoltre i fattori che possono influenzare la qualità del fascio laser, come il profilo del fascio, la lunghezza d’onda e la struttura dei modi, e il loro impatto sulle prestazioni del laser. Infine, analizzeremo l’importanza di un corretto allineamento e di una calibrazione accurata per ottenere misurazioni affidabili della qualità del fascio laser.
Valutando la qualità del fascio, ingegneri e scienziati possono determinare il laser più adatto a una specifica applicazione e ottimizzarne le prestazioni. Che tu sia un progettista di sistemi laser, un ingegnere, un ricercatore o un utilizzatore finale, comprendere come valutare la qualità del fascio laser è fondamentale per ottenere prestazioni ottimali e sfruttare appieno il potenziale della tecnologia laser.
La valutazione della qualità del fascio laser è il processo di caratterizzazione delle proprietà di un fascio laser, come la distribuzione di intensità, la divergenza e la capacità di messa a fuoco. Esistono diversi metodi e parametri utilizzati per valutare la qualità del fascio laser, tra cui:
M² (fattore di qualità del fascio): è un parametro adimensionale che caratterizza la qualità del fascio laser in termini di rapporto tra il raggio reale del waist del fascio e il raggio del waist limitato dalla diffrazione. Un valore M² più basso indica una qualità del fascio più elevata.
Larghezza del fascio: è una misura della dimensione del fascio laser in un determinato punto, come il waist del fascio o lo spot focale. Una larghezza del fascio più ridotta indica una qualità del fascio superiore. Vedi: Valutazione della larghezza del fascio laser.
Divergenza: è una misura di quanto il fascio si espande durante la propagazione nello spazio. Una divergenza minore indica una qualità del fascio più elevata.
Rapporto di Strehl: è un parametro che confronta la distribuzione di intensità reale di un fascio laser con la distribuzione di intensità ideale. Un rapporto di Strehl più elevato indica una qualità del fascio superiore.
Profilo del fascio: è la misurazione della distribuzione di intensità del fascio laser in un determinato piano e può essere rappresentata in diversi modi, ad esempio tramite un fit Gaussiano o Top-Hat.
Fronte d’onda: rappresenta il modo in cui il fronte d’onda del fascio laser si discosta da un fronte d’onda perfetto. Per questa misura è possibile utilizzare un sensore di fronte d’onda.
Queste misurazioni consentono una caratterizzazione dettagliata del fascio laser e possono essere utilizzate per ottimizzare le prestazioni del laser in una specifica applicazione. È inoltre importante notare che la misurazione della qualità del fascio laser può variare in funzione della lunghezza d’onda e del tipo di laser, ma anche della dimensione del fascio e della distanza di misura.
M² – definizione e misurazione
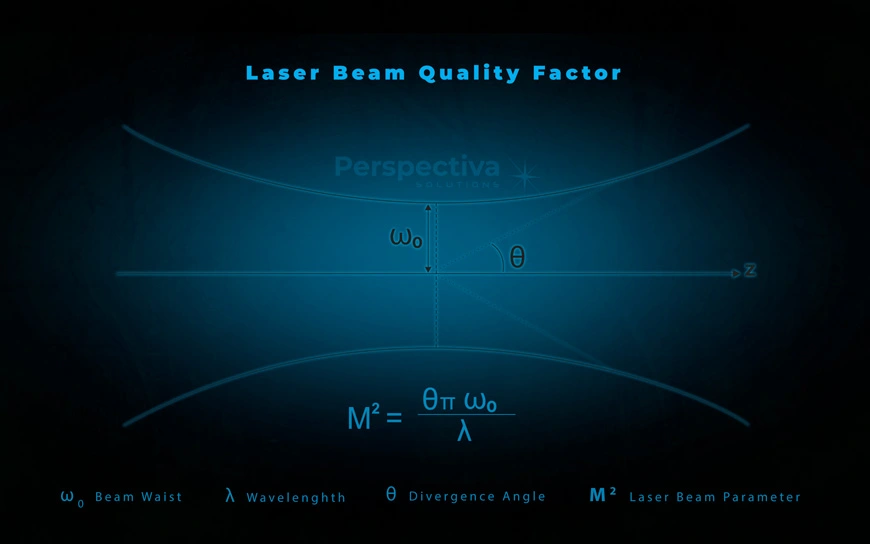
M² (pronunciato “M al quadrato”) è un parametro adimensionale che caratterizza la qualità del fascio laser. È definito come il rapporto tra il waist reale del fascio (w0) e il waist limitato dalla diffrazione (w0,DL) in un determinato punto nello spazio. Il waist limitato dalla diffrazione è la dimensione minima dello spot ottenibile con un sistema ottico ideale e limitato dalla diffrazione, assumendo un fascio Gaussiano alla stessa lunghezza d’onda e con lo stesso angolo di divergenza. Un valore M² più basso indica una qualità del fascio più elevata.
Quando M² è uguale a 1, il fascio è limitato dalla diffrazione, presenta la minima divergenza possibile e lo spot focale più piccolo ottenibile. Tipicamente, i fasci reali hanno valori di M² compresi tra 1,2 e 1,4. M² non può mai essere inferiore a 1.
Laser beam quality factor
Il valore M² può essere determinato misurando la dimensione del fascio in diverse posizioni lungo l’asse di propagazione e tracciando tali valori in funzione della posizione. A questi dati può essere applicato un fit Gaussiano per ricavare il waist del fascio e la divergenza. Confrontando questi valori con quelli di un fascio Gaussiano ideale alla stessa lunghezza d’onda e divergenza, è possibile calcolare M².
Un metodo comune per misurare M² consiste nell’utilizzo di un beam profiler. Un beam profiler è un dispositivo che acquisisce un’immagine del profilo del fascio e ne analizza le caratteristiche. Qui puoi consultare esempi di laser beam profiler Huaris. Altri metodi includono le scansioni con lama (knife-edge) e l’uso di strumentazione diagnostica come le misure in campo lontano.
È importante notare che M² è un parametro a valore singolo e può essere influenzato dalla posizione di misura e dalle condizioni di misura. Dipende inoltre dalla lunghezza d’onda e dalla divergenza. Maggiore è la divergenza del fascio, più elevato sarà il valore di M².
Parametri della larghezza del fascio
La larghezza del fascio è una misura della dimensione del fascio laser in un determinato punto, come il waist del fascio o lo spot focale. La larghezza del fascio può essere caratterizzata da diversi parametri, tra cui:
Waist del fascio (w0): è il punto di minima dimensione dello spot lungo l’asse del fascio. Il waist del fascio è spesso utilizzato come misura della qualità complessiva del fascio ed è comunemente impiegato per il calcolo del parametro M².
Raggio 1/e²: è la distanza radiale dal centro del fascio alla quale l’intensità si riduce a 1/e² (circa il 13,5%) dell’intensità di picco. Questo parametro è spesso utilizzato per descrivere la larghezza del fascio in un determinato punto ed è comunemente usato nel calcolo di M².
Larghezza a metà altezza (FWHM – Full Width at Half Maximum): è la larghezza del fascio nel punto in cui l’intensità è pari alla metà dell’intensità di picco. È comunemente utilizzata per descrivere la larghezza dei fasci laser con distribuzione di intensità Gaussiana.
Diametro del fascio: è una misura della larghezza del fascio laser in un determinato punto e può essere definito in vari modi, come D4σ, D9σ, D15σ, ecc.
In particolare, per fasci con forma irregolare, è preferibile un approccio statistico. Il più utilizzato è D4σ, spesso indicato semplicemente come 4σ.
È importante notare che diversi parametri di larghezza del fascio possono essere più appropriati per diversi tipi di laser o applicazioni. Ad esempio, il raggio 1/e² è comunemente utilizzato per fasci laser con distribuzione di intensità Gaussiana, mentre il FWHM può risultare più adatto anche per fasci con distribuzione non Gaussiana. Inoltre, per misurare accuratamente questi parametri è necessario un sistema ben progettato e correttamente calibrato.
La definizione dei parametri di larghezza del fascio più comuni (FWHM e 1/e²) è presentata nel grafico sottostante.
Si noti che la larghezza del fascio è probabilmente la metrica più utilizzata per caratterizzare un fascio laser. Per questo motivo è stata standardizzata e descritta nella norma ISO 11146.
Nella norma citata è stata definita anche la metodologia di misura dei fasci ellittici. Il metodo di misura di tali fasci utilizzato nel software Huaris è stato implementato direttamente in conformità a questa definizione.
Il monitoraggio della larghezza del fascio è un aspetto critico per il controllo della qualità dei processi eseguiti con il laser.
Puntamento del fascio nella tecnologia laser: fattori che influenzano la precisione e metodi di stabilizzazione
Il puntamento del fascio (beam pointing) si riferisce alla capacità di un laser di dirigere accuratamente il proprio fascio verso una posizione o un bersaglio specifico. Questo è fondamentale in molte applicazioni, come la lavorazione laser dei materiali, dove il fascio deve essere focalizzato con precisione su un punto specifico, oppure nelle comunicazioni laser o nel lidar, dove il fascio deve essere diretto verso un ricevitore preciso.
Measurements of the beam pointing stability
Diversi fattori possono influenzare il puntamento del fascio, tra cui:
Effetti termici: durante il funzionamento, il laser genera calore, che può causare l’espansione o lo spostamento dei componenti interni, influenzando l’allineamento del fascio.
Vibrazioni meccaniche: vibrazioni dovute a fonti esterne, come apparecchiature o ambiente, possono causare lo spostamento dei componenti interni del laser, alterando il puntamento del fascio.
Disallineamento ottico: componenti interni del laser, come specchi e lenti, possono non essere correttamente allineati, causando deviazioni del fascio.
Fluttuazioni di potenza: variazioni della potenza possono causare distorsioni del fascio e una perdita di precisione nel puntamento.
Turbulenza: deviazioni della posizione spaziale del fascio dovute a variazioni di densità dei gas attraverso cui il fascio si propaga.
Per mantenere un puntamento accurato del fascio, possono essere utilizzati diversi metodi di stabilizzazione attivi o passivi. Ad esempio, i componenti interni del laser possono essere raffreddati o controllati termicamente per ridurre gli effetti dell’espansione termica. L’isolamento dalle vibrazioni meccaniche può ridurre l’impatto delle vibrazioni esterne. Inoltre, sistemi di controllo in retroazione possono monitorare e regolare i componenti interni del laser per garantire che il fascio sia correttamente allineato.
Il puntamento del fascio può essere misurato utilizzando beam profiler o rivelatori a quadranti, in grado di rilevare piccoli spostamenti della posizione del fascio e utilizzare tali informazioni per correggere l’allineamento.
In genere, i profiler offrono una maggiore accuratezza nella misura della stabilità del puntamento del fascio. L’animazione sottostante mostra come la posizione del fascio viene monitorata nell’applicazione locale Huaris.
Comprendere il jitter nel puntamento del fascio laser: cause e impatti
Il jitter si riferisce a piccole e rapide fluttuazioni di un segnale o delle prestazioni di un sistema. Nel contesto del puntamento del fascio laser, il jitter indica piccole e rapide variazioni nella posizione del fascio laser. Queste fluttuazioni possono essere causate da diversi fattori, come vibrazioni meccaniche, variazioni di temperatura o fluttuazioni di potenza.
Il jitter può essere caratterizzato da diversi parametri:
Jitter RMS: valore quadratico medio del jitter, che rappresenta una misura dell’ampiezza complessiva delle fluttuazioni.
Jitter picco-picco (Pk-Pk): differenza tra il valore massimo e minimo del jitter, che rappresenta l’ampiezza massima delle fluttuazioni.
Jitter temporale (o di temporizzazione): variazione della posizione del fascio nel tempo. Si riferisce alla situazione in cui ogni impulso dovrebbe comparire a intervalli di tempo costanti; nella realtà, gli impulsi successivi arrivano prima o dopo del previsto. Queste deviazioni sono definite jitter temporale.
Il jitter può essere dannoso per molte applicazioni laser, in particolare per quelle che richiedono un puntamento o un allineamento estremamente precisi. Ad esempio, nella lavorazione laser dei materiali, il jitter può causare lo spostamento del fascio dal bersaglio previsto, compromettendo la qualità o la completezza del processo. Nelle comunicazioni laser o nel LIDAR, il jitter può ridurre la qualità del segnale e l’accuratezza del sistema.
Per ridurre il jitter, il sistema deve essere progettato tenendo conto della stabilità e dell’isolamento dalle vibrazioni meccaniche. Inoltre, possono essere utilizzati metodi di stabilizzazione attivi o passivi per monitorare e correggere il jitter in tempo reale, ad esempio mediante un circuito di retroazione che regola i componenti interni del laser per mantenere un puntamento accurato del fascio.
Comprendere la coerenza nei fasci laser
La coerenza è una proprietà fondamentale dei fasci laser che descrive la correlazione tra diverse parti dell’onda luminosa. Esistono due tipi di coerenza: coerenza temporale e coerenza spaziale.
Coerenza temporale: si riferisce alla correlazione della fase e della frequenza dell’onda luminosa in diversi istanti di tempo. Un fascio laser è temporalmente coerente se la fase e la frequenza dell’onda luminosa rimangono costanti nel tempo per tutti i punti del fascio. La coerenza temporale di un laser può essere descritta dal tempo di coerenza, che rappresenta l’intervallo di tempo durante il quale la fase e la frequenza dell’onda luminosa restano costanti. Un’elevata coerenza temporale è importante in applicazioni come l’interferometria, dove la stabilità di fase e frequenza è essenziale per ottenere misure accurate.
Coerenza spaziale: si riferisce alla correlazione della fase e della frequenza dell’onda luminosa in diversi punti dello spazio. Un fascio laser è spazialmente coerente se la fase e la frequenza dell’onda luminosa sono identiche in tutti i punti del fascio. La coerenza spaziale può essere descritta dalla lunghezza di coerenza, ovvero la distanza entro la quale la fase e la frequenza dell’onda luminosa rimangono correlate. Un’elevata coerenza spaziale è importante in applicazioni come la lavorazione laser dei materiali, dove il fascio deve essere focalizzato in uno spot molto piccolo e mantenere tale focalizzazione su lunghe distanze.
All’interno della coerenza spaziale si distinguono la coerenza spaziale longitudinale e trasversale, per evidenziare la direzione nello spazio lungo la quale viene analizzata la coerenza.
La lunghezza di coerenza (Lc)
è una misura del grado di coerenza spaziale di un fascio laser e può essere definita come la distanza entro la quale la differenza di fase delle onde luminose è inferiore a 1 radiante. Rappresenta la distanza oltre la quale la fase dell’onda luminosa diventa casuale. È un parametro chiave in molte applicazioni laser, come interferometria, olografia e lavorazione laser dei materiali.
È importante notare che la lunghezza di coerenza e il tempo di coerenza sono inversamente proporzionali alla larghezza di banda spettrale del laser: più stretta è la banda, maggiore è la lunghezza e il tempo di coerenza.
La coerenza viene tipicamente misurata utilizzando diversi tipi di interferometri.
Potenza laser: comprensione e monitoraggio dell’energia emessa
La potenza è una misura della velocità con cui l’energia viene trasferita ed è una grandezza fisica fondamentale. Nel contesto dei laser, la potenza indica la quantità di energia emessa dal laser per unità di tempo. La potenza di uscita di un laser è generalmente misurata in watt (W), milliwatt (mW) o microwatt (μW).
La potenza di uscita di un laser dipende dalla quantità di potenza elettrica fornita al laser e dall’efficienza del sistema ottico del laser. La potenza può essere regolata variando la potenza elettrica fornita o modificando i componenti ottici del sistema.
La potenza del laser è uno dei parametri chiave che influenzano le prestazioni del laser nelle diverse applicazioni. Ad esempio, nella lavorazione laser dei materiali, un laser di potenza maggiore può tagliare o saldare materiali più spessi rispetto a un laser di potenza inferiore. Nelle comunicazioni laser, un laser più potente può trasmettere un segnale su distanze maggiori.
È inoltre importante considerare che anche la distribuzione di potenza all’interno del fascio laser può influenzare le prestazioni. Ad esempio, una distribuzione di potenza Gaussiana è generalmente preferita nella lavorazione laser dei materiali, poiché garantisce un riscaldamento più simmetrico e uniforme, mentre una distribuzione Top-Hat è preferita in alcuni processi di microlavorazione ottica, in quanto fornisce un’intensità uniforme e elevata su un’area definita.
È importante sapere che Huaris Cloud consente il monitoraggio a lungo termine della potenza del laser.
Misurazione a lungo termine dei parametri del fascio laser
La misurazione dei parametri del fascio laser, come potenza, larghezza del fascio e puntamento, su lunghi periodi di tempo consente di verificare che il laser operi entro le specifiche desiderate e di individuare e correggere eventuali variazioni o deriva dei parametri.
Esistono diversi metodi per la misurazione a lungo termine dei parametri del fascio laser:
Monitoraggio continuo: utilizzo di strumenti diagnostici per fasci laser, come i beam profiler, in grado di misurare continuamente i parametri del fascio in tempo reale. Ciò consente di rilevare immediatamente eventuali variazioni e di intervenire tempestivamente.
Registrazione dei dati: acquisizione dei parametri del fascio laser a intervalli regolari mediante strumenti diagnostici, con successiva archiviazione e analisi dei dati per individuare trend o variazioni nel tempo.
Confronto con un fascio di riferimento: confronto dei parametri del fascio in esame con quelli di un fascio di riferimento noto, utilizzando ad esempio un divisore di fascio e un beam profiler di riferimento.
Monitoraggio ambientale: monitoraggio delle condizioni ambientali che possono influenzare i parametri del fascio, come temperatura, umidità e vibrazioni. Questi dati possono essere utilizzati per individuare correlazioni con le variazioni dei parametri del fascio.
È importante sottolineare che la misurazione a lungo termine dei parametri del fascio laser richiede un sistema stabile e correttamente calibrato. Le misurazioni devono essere effettuate in condizioni controllate per evitare influenze ambientali o esterne. Inoltre, è consigliabile utilizzare una combinazione di metodi, poiché ciascuno fornisce informazioni specifiche e consente di validare incrociatamente i risultati.
Huaris Cloud è il primo sistema al mondo, disponibile commercialmente, che consente il monitoraggio a lungo termine dei parametri del fascio laser. Non si limita a memorizzare i dati, ma li visualizza e li analizza mediante intelligenza artificiale. Inoltre, rileva i trend temporali dei parametri monitorati e avvisa l’utente del laser della loro comparsa, suggerendo l’adozione di azioni di manutenzione preventiva. Scopri di più.
Link utili Huaris
Il sistema Huaris è un eccellente esempio dei più recenti risultati nella profilazione dei fasci laser con l’uso dell’intelligenza artificiale. Scopri i nostri prodotti e software: